What do you do when a spindle fails, and the OEM is out of business, or the parts and engineering drawings are unavailable? A brand-new spindle may not be available; if it is, it could be expensive. Replacing the entire machine is even more costly. Did you Setco technicians and engineers are experts at reverse engineering a machine tool Spindle?
Reverse Engineering a Machine Tool Spindle may reduce cost by 30 to 50% over purchasing new spindles because reusing components is cheaper than buying new ones. Also, reverse engineering allows you to upgrade the spindle for improved efficiency and performance. In addition, some parts are not available for purchase and must be custom engineered and manufactured for the spindle.
Reverse Engineering a Machine Tool Spindle requires a highly skilled team of engineers and technicians to recondition salvageable parts, make new components for those beyond restoration, accommodate any needed upgrades and create drawings of new components and the spindle assembly. Rebuilding involves reconditioning existing components and replacing others with standard parts. Next, I’ll explain the steps required to deliver a “like new” spindle and note possible upgrades.

Before a spindle arrives at Setco, an Application Engineer contacts the maintenance team shipping the spindle to get as many details as possible. These details include information about the application, make, model, external dimensions, and any issues with the current design. If the spindle is underperforming a customer may want to change lubrication, speed, bearing preload or tool connections.
Setco offers upgrades in sealing systems (AirShield3), tensioning in belt driven spindles (TensionSet™), coolant unions (RotoShield™), and Leak Sensor. These upgrades offer performance improvements and some even extend a spindles warranty period.
When the spindle arrives, it is disassembled, cleaned, and evaluated for indications of failure. Failures in moving parts often exhibit flaking, scoring, cracking, or other deformities. The disassembly process is carefully documented for use by the engineering and assembly teams. This documentation includes pictures of disassembly and descriptions of failures.
Next, the disassembled spindle goes to the engineering department to produce detail drawings of the parts.
The parts and drawings move to our inspection department. Here we get precise measurements of the dimensions for each part. After the inspection, the engineering department considers part measurements in tandem with their mating parts. Then, the operation type, speeds, loads, bearing type, centrifugal forces, and other factors are used to determine the proper tolerances. This step includes designing requested performance improvements and upgrades to the spindle.
The engineering department creates details to match the inspection dimensions and tolerances. Chosen upgrades, modifications, and retrofits are added to the drawings at this point as needed.
The next step involves replacing or reconditioning parts. Typical processes include sleeving and machining housings, adding chrome cladding to arbors and grinding to specification, and securing seals, bearings, springs, and O-rings. These steps ensure the spindle meets OEM specifications and quality standards.
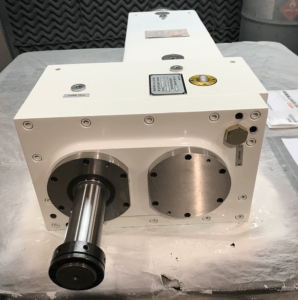
The parts move to the assembly stage for construction into a completed spindle. The spindle is tested and balanced when the assembly is complete to ensure it meets its promised performance. Testing includes checking thermal stability at maximum speed and baseline vibration analysis. All testing data is stored electronically by serial number. Then the spindle is ready to be returned to the customer.
Reverse engineering a spindle is not required in every case. Most can be rebuilt to original OEM specifications by reconditioning existing parts and components and purchasing new ones that are readily available from various sources. However, when it is needed, it’s nice to have a team ready to reverse engineer your spindle and get you making chips as quickly as possible.

Many complex machines can only perform optimally with an appropriate and correctly maintained spindle. Relying on the experts is the best way to ensure spindles function as they should. Setco is a leader in spindle design, manufacturing and repairs, and we supply spindles of all types to support various industries and applications.
Whether you need to purchase new spindles or repair and maintain your current spindles, our skilled technicians and engineers can help. Browse our product selection or contact us to learn more about our services today.